 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





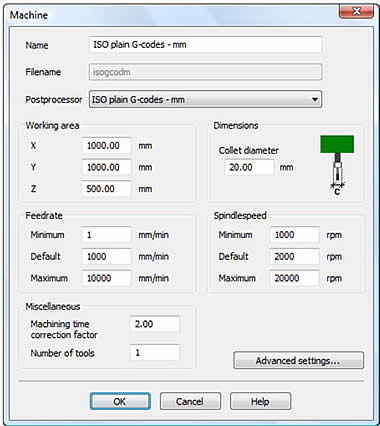
Name (Имя) - это имя, которое будет отображаться в любом диалоговом окне DeskProto для выбора станка. Оно не должно совпадать с именем файла: используйте имя, которое ясно указывает, какой станок вы имеете в виду. Каждый станок должен иметь уникальное имя.
Filename (Имя файла) будет использоваться для хранения определения станка, используя файловое расширение .MCH. При редактировании существующего компьютера вы больше не сможете изменить имя файла. Вы также сможете добавлять и удалять станки, добавляя и удаляя файлы .MCH в/из каталога драйверов DeskProto (как указано в Preferences Настройках).
Postprocessor (Постпроцессор), который вы выбираете для этой машины, будет использоваться для фактического создания программы ЧПУ: см. Postprocessor library (библиотеку постпроцессоров).
Большинство других значений, введенных в диалоговом окне Machine (Станок), на самом деле менее важны, поскольку они будут использоваться только для проверки того, не будут ли введенные позже параметры превышать возможности станков. Таким образом, эти значения не влияют на результирующую траекторию (учитывается только диаметр цанги).
Working area (рабочая область) используется для проверки того, чтобы увидеть, будут ли все траектории инструмента соответствовать пределам досягаемости (инструмента) в станке. Кроме того, при рисовании рабочей области станка прорисовывается рамка этих размеров. Collet diameter (Диаметр цанги), определенный в разделе Dimensions (Размеры), используется для Collet collision check (проверки столкновения с цангой): чтобы цанга не повредила модель.
Установленные здесь значения скорости подачи и скорости шпинделя используются для проверки параметров скорости в параметрах операции. Значения по умолчанию используются при выборе для детали другого станка, для сброса значений скорости для всех ее операций. Если ваш фрезерный станок требует подачи команд для быстрых перемещений, то скорость подачи определится максимальной скоростью подачи, которая установлена.
Machining time correction factor (коэффициент коррекции времени обработки) является именно тем, что предлагает это название: фактор, который используется для этого станка, позволяет умножить его на теоретическое время обработки с тем, чтобы получить расчетное реальное Machining time (время обработки). Этот фактор должен быть больше 1.
Number of tools (количество инструментов) - это количество инструментов, которые этот станок может хранить и выбирать автоматически. Только станки с toolchanger (автоматическим инструментом) должны его использовать. Этот параметр также используется только для проверки.
Кнопка Advanced settings (Дополнительные настройки) приводит к открытию окна диалога Advanced settings.






