 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





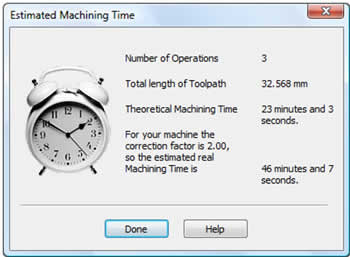
Теоретически говоря этот расчет времени очень прост: DeskProto знает, как длину траектории инструмента, так и скорость подачи (скорость обработки), поэтому значение длины, разделенная на скорость подачи, приводит к теоретическому времени обработки. Однако на реальное время обработки влияет ответы на такие вопросы, как:
● Сколько времени занимают расчеты контроллера станка для линейной интерполяции (вычисление отдельных скоростей для каждой оси, расчет того, что необходимо для каждого движения)?
● Увеличивает ли скорость станок или останавливается между каждыми двумя движения?
● Как быстро станок может ускоряться и замедляться? (особенно важно при остановке или замедлении после каждого движения).
● Насколько быстро осуществляется передача данных с компьютера на компьютер? (если вы используете последовательную линия в 9600 бод, этот фактор серьезно замедлит процесс).
● Представляет ли траектория инструмента небольшие перемещения или задана длинными прямыми отрезками? (в в первом случае она даже не достигнет желаемой скорости подачи, поскольку расстояние слишком короткое, чтобы ускориться до предельной скорости).
Таким образом, полученное реальное время обработки даже не может быть правильно предсказано для одна конкретного станка, так как оно будет значительно отличаться в зависимости от характеристики геометрии.
DeskProto преобразует теоретическое время обработки в предполагаемое реальное время обработки, путем умножения на коэффициент, зависящий от станка.
Как отмечалось ранее, это приводит к приблизительной оценке, поскольку фактическое время также зависит и от характеристик траектории. Поправочный коэффициент может быть установлен в диалоговом окне «Станок» («Библиотека станков»). Чтобы точно настроить вам
может потребоваться несколько траекторий и соответствующим образом исправить этот фактор.






