 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





Он (диалог) позволяет добавлять дополнительные командные строки в файл программы ЧПУ, как в начало, т.е. Start (туда, где только начинается расчетная траектория этой операции), так и в конец, т.е. End. Например, чтобы фреза могла перемещаться в некоторое безопасное положение после завершения операции. Или, чтобы ось A повернулась на некоторый угол до начанала операции обработки.
Кроме того, вы также можете указать цепочку (см. ниже) в этом диалоговом окне.
Вы можете связаться с этим диалогом, нажав кнопку «Настройки» (Setting) для начала/или завершения вкладки «Дополнительно» (Advanced tab) диалогового окна «Параметры операции».
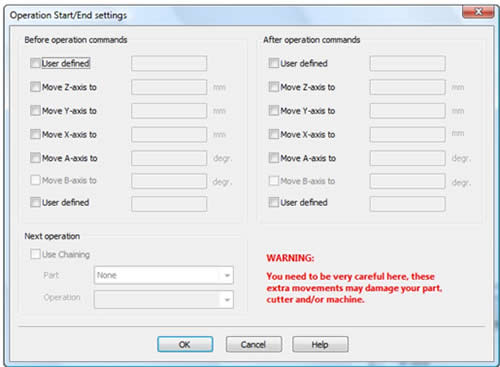
Перед запуском операции (Before Operation commands) (или команд пуска) может быть указано до семи команд. Они будут записаны как дополнительные строки в файле программы ЧПУ, до того, как начнет выполняться операция построения траектории этой операции. Каждая строка является необязательной и будет записана только после того, как проверена (так что проверка не будет означать, что нет команды Start):
· Определенная пользователем (User defined) любая (any) команда может использоваться, например, для охлаждающей жидкости или для некоторых других устройств. Обратите внимание, что строка будет написана точно так, как это определено в окне редактирования: так что позаботьтесь о том, что вы вводите! Поэтому вам нужно знать язык, необходимый для вашего станка: эта строка не будет транслироваться постпроцессором.
Мы рекомендуем, чтобы этот параметр использовался только продвинутыми пользователями!
· Переместите ось Z (Move Z-axis to), чтобы добавить команду для Z-перемещения в файле ЧПУ: к (в мм или дюймах) в координатах заготовки. Обратите внимание, что эти строки записываются в файл в той же последовательности, что и в диалоге: сначала перемещение по Z, а затем перемещения по X, Y и A.
Замечание: пять команд «переместить к» (Move-to) недоступны для некоторых станков. Станок, который всегда нуждается в трех координатах для команды, без указания, которая из них является X, Y или Z не может принять строку только, например, с координата Z: она не будет знать, для какой оси она предназначена. Для таких станков все команды Move будут выделены серым цветом (недоступны).
· Переместите ось Y (Move Y-axis to), чтобы добавить команду перемещения по Y в файл ЧПУ: определить положение (в мм или дюймах) в координатах заготовки.
· Переместить ось X (Move X-axis to), чтобы добавить команду перемещения по X в файл ЧПУ: определить положение (в мм или дюймах) в координатах заготовки.
· Переместить ось A (Move A-axis to), чтобы добавить команду для поворота оси вращения A в угловых градусах ..
· Переместите ось B (Move B-axis to), чтобы добавить команду для поворота оси вращения B в угловых градусах. Этот вариант используется для N-стороннего фрезерования
Замечание: Команды A-оси и B-оси доступны только тогда, когда станок имеет для этой детали такую ось вращения, определенную в характеристике станка (machine-definition), если этого нет, то они (команды) будут выделены серым цветом. Таким образом, приведенная выше иллюстрация сделана выборочно для четырехосевого станка.
Эти две команды вращения используются для индексированной обработки: обработка детали с нескольких сторон, трехосевая механическая обработка каждой стороны, с вращением между ними.
Например, мастер N-стороннего фрезерования (N-sided milling wizard) использует команду запуска A-оси для этой цели: фрезерование с четырех сторон будет включать в себя четыре операции, каждый раз с поворотом на 90 градусов между ними. Это называется индексированной обработкой (indexed machining).
· Две, определенных пользователем (User defined 2), см. Объяснение, приведенное выше.
Семь команд после операции такие же, как и перед только что описанными командами, только они будут записаны в файл ЧПУ после траектории этой операции.
В четырех блоках редактирования для опции User defined добавлена дополнительная функция: вы можете при необходимости ввести новые строки, чтобы создать многострочную команду. Ввод записи «^ \ N» запустит новую строку.
Цепочка (Chaining) - это опция, предназначенная для объединения операций в разных частях в один большой файл программы ЧПУ.
Так или иначе, операции для одной детали будут объединены в один файл программы NC.
Эта опция используется, например, мастером N-стороннего фрезерования.
Обратите внимание, что цепочки, конечно, доступны только в случае, если в текущем проекте присутствует более одной операции.
Диалоговое окно «Параметры цепочки операций» (Operation Chaining Settings) дает вам возможность связать следующую операцию (Next operation) с текущей. В результате при сохранении файла траектории (NC файла программы) для текущей операции, когда ее завершение будет продолжать следующую цепочку, записываться траектория инструмента будет в тот же файл. В порядке выбора следующей операции, вы должны указать как деталь (Part), так и операцию Operation (из этой детали). Обратите внимание, что операции, которые уже принадлежат цепочке, не могут быть выбраны.
Если операция является частью цепочки, в диалоге параметров операции появится новая кнопка: Применить к цепочке (Apply to Chain). С помощью этой кнопки вы можете применить новый параметр (например, различную точность) для всех операций, которые в цепочке. Альтернативой является кнопка «Применить» Apply (или «ОК»), которая будет изменяться только текущую операцию.
Создание цепочки также можно выполнить в параметрах проекта, вкладка «Цепочка» (tab Chaining).
Здесь целая цепочка может быть видна (и отредактирована) как список, что намного проще, чем использование опции цепочки в этом диалоговом окне.






