 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





Теперь откройте диалоговое окно «2D Operation Parameters» (параметры 2D-операции), которое было просто закрыто, и посмотрите доступные параметры.
Параметры Name (название), Cutter (фреза), Feedrate (подача) и Spindle (шпинделя) полностью идентичны их аналогам в 3D-операции. Для фрезы есть одно важное отличие: in 2D toolpaths DeskProto does NOT compensate for the radius of the cutter (в 2D траекториях инструмента DeskProto НЕ компенсирует радиус фрезы) !!!
Это означает, что 2D-линии, присутствующие в 2D-файле и на экране, будут просто преобразованы в траектории инструмента без какой-либо компенсации фрезы. Результирующий логотип будет толще, чем то, что вы видите на экране, причем отличие связано с радиусом фрезы. Это стало причиной добавления «R0p5» (для пользователей в дюймах «R0p02») к имени файла: радиус фрезы, для которого эти контуры были разработаны. Эта компенсация фрезы была добавлена в программу 2D CAD, с использованием команды offset (смещения или подобия).
Так как этому образцу нужна плоская фреза диаметром 1 мм, выберите эту фрезу.
Новый параметр - это Z-значение уровня обработки, определяющего координату Z для траектории инструмента. Вы можете лучше всего увидеть 2D-траекторию в качестве операции pen-up (поднятия пера): перо (а здесь фреза) будет работать на двух Z-уровнях. Перо будет рисовать линии на уровне пера внизу, и между ними делать позиционирующие перемещения на уровне пера вверху. То же самое происходит при 2D-обработке: значение Z-уровня обработки определяет нижний уровень пера и высоту свободного перемещения (на третьей вкладке)
определяет верхний уровень пера.
Установите уровень обработки на -0,5 мм (-0,02 ") и закройте диалог параметров 2D-операции. Теперь вычислите траектории инструмента. Результирующие траектории могут быть легко интерпретированы так, как они идентичны контурам, но расположены на расстоянии полмиллиметра ниже. Движение позиционирования (серая пунктирная линия означает быстрое перемещение): по умолчанию Свободная высота движения (5 мм / 0,2 дюйма).
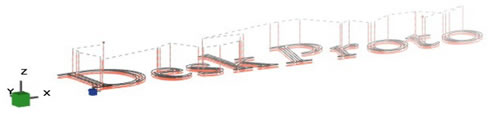
Теперь вы можете написать программу ЧПУ и выгравировать этот контур в плоской части материала. Вы увидите использование “filling lines” (линий заполнения) внутри контура: когда их нет, островки материала останутся внутри каждого символа. Это не означает, что большой остров находится внутри «D», как это предначертано, но имеет отношение к островкам внутри толстых вертикальных частей D. Это можно решить, используя более толстую фрезу, хотя также сделает результат менее детальным. Простым решением создания линий заполнения в CAD (САПР) является применение штриховки в 2D-контурах. Для большинства 2D CAD программ штриховка является стандартной командой для заполнения внутренней части замкнутого контура с параллельными линиями.
Вам особенно нужно это сделать, когда вы используете коническую фрезу с очень маленьким наконечником: такая фреза даст вам лучшие (острые) результирующие символы при гравировке текста.






