 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





Теория в предыдущих параграфах будет проиллюстрирована некоторыми фотографиями из реального мира. Эти фотографии были сделаны пользователем DeskProto Робертом Зейнекером из Германии, на своем станке Isel Euromod 45 с осью вращения Isel DSH-S: спасибо!
Роберт адаптировал образец проекта FiveAxisSample.dpj для своего станка и затем обработал эту
«стоматологическую сферу» в пенополистироле. На самом деле он создал свою собственную версию этой геометрии путем «добавления» ряда (1, 2, 3, 4 или 5) отверстий в с каждой стороне, делая его крупным штампом.
Ниже мы проиллюстрируем шаги в этом процессе.

Первым шагом было очень точное задание нулевой точки заготовки: с наконечником фрезы в точном месте, где пересекаются ось A и ось B. Этот урок не показывает, как это делается, некоторые советы можно найти в документации DeskProto к системе 123WaxRing.
На столе вращения используются тиски, а также высота этих тисков измерена точно: это расстояние между нулевой точкой и базовой плоскостью геометрии. Это было 79.75 мм, поэтому геометрия была перенесена, чтобы иметь базовую плоскость на высоте Z = 79,75, а затем сохранена. Обратите внимание, что небольшое расстояние (между нулевой точкой и базовой плоскостью) здесь предпочтительнее: чем больше расстояние, тем больше будет видно в результате любое отклонение в нулевой точке.
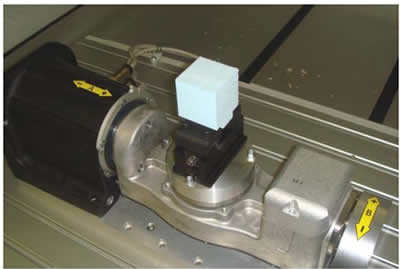
Конфигурация двух осей вращения на этом станке не является стандартной.
Длинная ось - ось B, которая на этом станке параллельна X. Круглая платформа, которая может вращаться, является осью A: в ориентации, как показано (B = 0), она параллельна Z (поэтому на самом деле ее следует называть осью C).
Поворот B на 90 градусов сделает эту ось параллельной Y. Станок тогда действительно имеет ось A и ось B, только эти две оси переключились (по сравнению с DeskProto и стандартными соглашениями).
На фотографии выше показана первая часть (”Top” т.е. верх), только деталь с осью B на 0
градусов. Синий куб представляет собой пенопластовый блок, зажатый в черных тисках станка.
Некоторые эксперименты были необходимы, чтобы выяснить, какие вращения в DeskProto соотносятся с вращением на станке. Для этого станка необходимо было изменить направление вращения, как для A, так и для B, как вы можете видеть в таблице ниже. Когда две оси на станке были переключены, вращения детали относительно X в DeskProto сотносится с B-поворотами для станка. Результатом было то, что использовались следующие пять комбинаций значений поворота:
в DeskProto на станке
Деталь сверху X 0.0 , Y 0.0 A 0.0, B 0.0
Деталь спереди X -90.0 , Y 0.0 A 0.0, B 90.0
Деталь слева X -90.0 , Y 90.0 A -90.0, B 90.0
Деталь сзади X -90.0 , Y 180.0 A -180.0, B 90.0
Деталь справа X -90.0 , Y 270.0 A -270.0, B 90.0
Значения поворота для DeskProto были установлены, как Вращения в Part parameters (параметрах детали) для пяти деталей, значения для станка как “Move-to” т.е. «Переместить в» Start commands (стартовых командах) в параметрах операции. И здесь также команды перемещения для Z и для Y использовались для перемещения фрезы в Safety retraction point (безопасную точку ретракции т.е. отката) перед вращением.
Как сказано, Translation (перенос) был установлен на None (Нет) для всех осей во всех деталях. И, наконец, Chaining (цепочка) был использован для подключения всех операций к одному объединенному файлу программы ЧПУ.
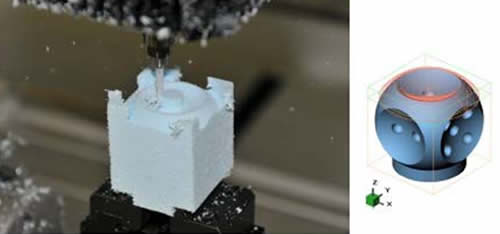
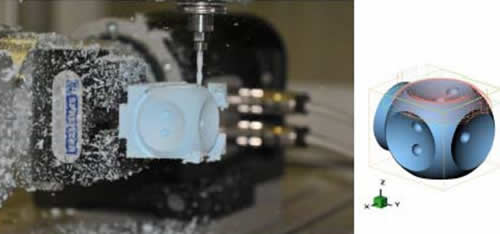

На приведенных выше рисунках показано: фрезерование первой из сторон (Top), третьей стороны (Left), и результат, когда все пять сторон были завершены. Посмотрите на три зеленых куба «Ориентатора» для трех направлений осей на этих снимках.
Замечание 1: Реверс направления вращения также может быть достигнут в постпроцессоре
(вкладка Movement, сделать область “Factor” отрицательным для этой оси).
Замечание 2: Создание пяти осевого проекта довольно сложно, а также подвержено ошибкам (легко забыть одну из настроек или сделать ошибку ввода). Это может быть удобно для создания Template project т.е. шаблонного проекта (проекта без геометрии) для пяти осевой механической обработки на вашем станке. Этот проект должен содержать все настройки вращения, start-commands (команд старта), end-commands (команд завершения) и Chaining (цепочки), но нет геометрии и нет сегментных настроек. Затем для пяти осевой обработки вы можете открыть шаблонный проект, загрузить геометрию и сохранить проект под новым именем.






