gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





Опять же будет ясно, что приведенные здесь инструкции не могут быть очень точными, поскольку подробный набор инструкций будет отличаться для каждого станка. Еще может быть дано и число соответствующих общих замечаний.
Сначала вы должны установить WorkPiece zero point (нулевую точку заготовки). С настройками переноса по умолчанию это будет с левой стороны цилиндрического блока (X = 0), с наконечником фрезы точно на оси вращения (Y=0, Z=0). Если ваша модель не круглая, тогда и А=0, что может быть, важным.
Установить X=0 и A=0 легко: перейдите в правильную позицию и сообщите станку использовать это, как ноль. Установка Y и Z сложнее, так как нелегко увидеть, находится ли наконечник фрезы в правильном месте. Некоторые станки предлагают помощь по калибровке, например, горизонтальной поверхности с правильным значением Z. Если нет, вам нужно визуально найти нулевые позиции, как можно точнее.
Хорошая помощь заключается в обработке небольшого калибровочного цилиндра: закрепите некоторый материал, установите плоский наконечник и включите двигатель шпинделя. Затем переместите фрезу к Y=0 и Z= +10 (некалиброванным), а затем выполните полное вращение (от 0 до 360 градусов). Результатом будет то, что вы обработали цилиндр. Теперь измерьте диаметр цилиндра: 20 мм. Если это не так, вы можете исправить свою позицию Z=0 соответственно. Скажем, это 21,4 мм: 1,4 слишком много, имея в виду, что текущее Z=0 составляет 0,7 мм слишком высоко.
Затем вы можете использовать тот же цилиндр для калибровки Y=0: пусть фреза коснется цилиндра, как на лицевой стороне, так и на задней стороне и запишите оба 'touching' (касательных) значений Y. Они должны быть одинаковыми, но для знака минус. Если нет, то исправьте затем Y=0 соответственно.
Это большая работа: яркая сторона заключается в том, что вам нужно сделать это только один раз: такая же нулевая точка будет действительна и для следующего задания. Обратите внимание, что с этой нулевой позицией вы должны позаботиться о том, чтобы не позволить движение фрезы к нулевой точке детали (которая является стандартной командой на многих станках), так как это повредит вашу фрезу и / или ваш материал.
Когда вы использовали метод переноса “Make top of part zero” (Сделать верх детали нулем), Z=0 потребует, чтобы кончик фрезы, касался верхней части цилиндрического блок материала. Теперь важно, чтобы цилиндрический блок имел точный диаметр: иначе результирующая часть будет слишком толстой или слишком тонкой.
Затем вам нужно будет fixture (закрепить) свой блок материала, используя доступные параметры вашей оси вращения, как 3-кулачковый патрон, штифты на круглой пластине или сверлильной головке. Используйте хвостовик с центрирующим штифтом на противоположной стороне, если он доступен, поскольку это намного лучше придает стабильность модели. Для обработки колец (в воске, для литья по выплавляемым моделям), вы должны использовать какой-то специальный инструмент для крепления или использовать полый восковой стержень, который может быть закреплен в 3-кулачковом патроне.
Деталь, которую нужно проверить только один раз, - это Rotation direction (направление вращения) вашей оси A: будет ли она вращаться по часовой стрелке или против часовой
стрелки для положительного значения A. Мы обнаружили, что нет четкого стандартного направления: каждый производитель делает свой собственный выбор. Таким образом, DeskProto по умолчанию будет корректировать значение для примерно половины станков. Если нет (результарующая часть будет зеркальным изображением файл САПР), то вы сможете исправить это в постпроцессоре DeskProto: Options→Library of postprocessors (Библиотека постпроцессоров)→OK с предупреждением→ выберите ваше сообщение и нажмите Edit→вкладка Movement→добавьте знак минус в значение в поле редактирования “Factor” в столбце A.
У многих контроллеров есть проблемы с настройкой правильной Feedrate (подачи) при обработке с осью вращения, так как скорость вращения, необходимая для достижения определенной линейной скорости зависит от расстояния между фрезой и осью вращения. Так что будьте аккуратнее в настройке Feedrate, и имейте в виду, что оценка времени обработки может быть (очень) некорректной. Для получения дополнительной информации см. FAQ на web-сайте DeskProto.
Наконец: перед запуском файла программы ЧПУ из DeskProto, убедитесь, что ваша фреза расположена на Y = 0. Как уже упоминалось, DeskProto остается 3-х осевой CAM-системой, поэтому файл траектории XZA из DeskProto не содержит никаких Y. Перед запуском значение Y должно быть правильным.
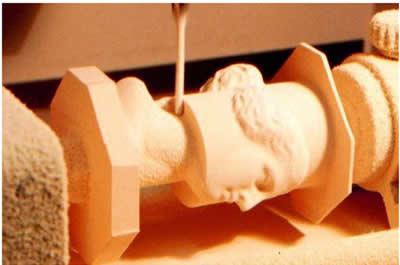
Процесс обработки будет выглядеть как на фотографии выше. Обратите внимание на цилиндрическую форму, созданную на первом слое. После обработки вы можете удалить обе стороны блока (поддержки) с использованием простой ленточной пилы
Картинку с результатом