 gravbiz@mail.ru
gravbiz@mail.ru 


 Робот для сварки 2550
Робот для сварки 2550





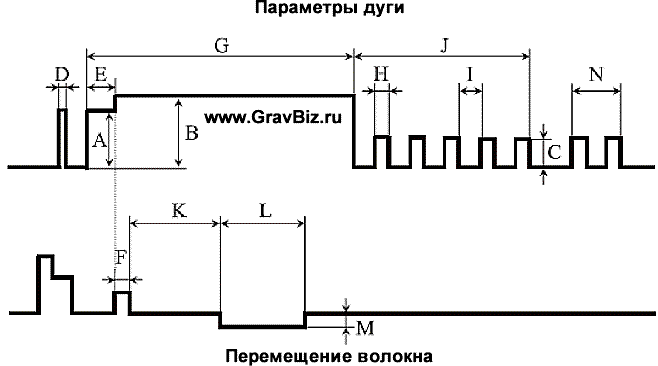
Предварительная обработка волокна.
Очистка волокна.
D - очистка волокна от пыли и частичек грязи электродугой малой мощности.
Оплавление. Предварительное расплавление.
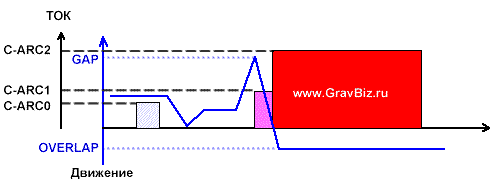
Prearc power - Ток дуги перед сваркой. Диапазон тока 0,1-24 мА с шагом 0,05 -0,1 мА
Prearc time - Время дуги перед сваркой. Время предварительной обработки 10-1000 мс с шагом 5-10мс
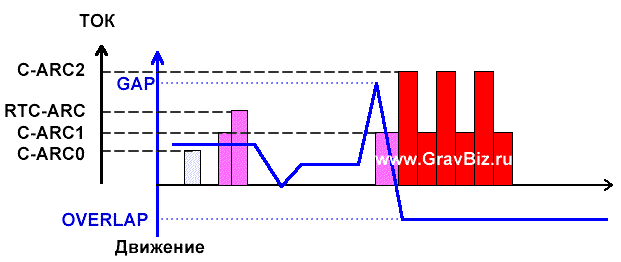
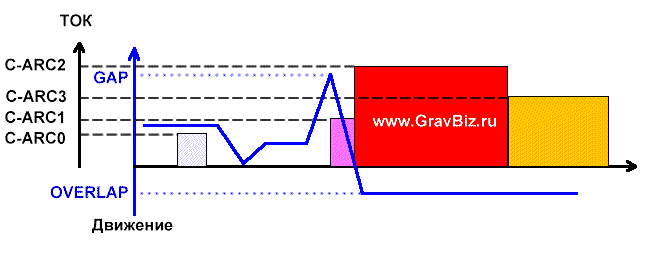
A - мощность дуги предварительного расплавления (C-ARC0)
E - время предварительного расплавления (T-ARC0)
Сварка волокна
Arc power - Ток дуги сварки
Arc time - Время дуги сварки
Arc time - Время дуги сварки
B - мощность дуги 1 (С-ARC1)
G - время дуги 1 (T-ARC1)
O - мощность дуги 2 (С-ARC2)
P - время дуги 2 (T-ARC2)
Forward speed - Скорость подачи волокна в область сварки и степень перекрывания волокон. Скорость подачи в диапазоне 1 - 30 м/с с шагом по 1 м/с
Forward - Подача волокна 1 - 100 мкм с шагом по 1 мкм.
F - время наложения волокон (Overlap)
K - время ожидания сварки конуса
L - время сварки конуса
M - скорость сварки конуса
Окончание сварки волокна. Отжиг.
С - мощность дуги 3 (C-ARC3)
J - время дуги 3 (T-ARC3)
H - время включения дуги 3
I - время выключения дуги 3
N - время повторного запуска дуги





